2019年中秋节就要到了,放眼中华,百业千姿竟发。兴目九州,“四化”万马奔腾。神州大地繁花似锦,祖国长空乐曲如潮,在这美好的日子里。让我们举杯仰天遥祝,月圆人圆!
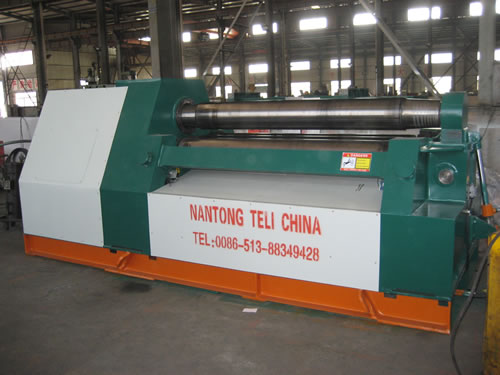
根据卷圆变形的特点,卷圆过程可分为弹性变形、弹一塑性变形、纯塑性变形阶段。为使轴承易于脱卸,上滚简的左端轴颈做成圆锥形。当升降螺杆8由电念头带动旋转后,上辊简即能上下调节。

弯曲时,将板料送人上下辊筒,然后调节下辊将板料压紧,产生一定的摩擦力,再调节侧辊的位置,当上下辊由电念头驭动旋转时,板料发生弯曲。为使材料能从辊筒间掏出,上辊左真个轴承做成可卸的,用压缩空气(或压力油》通人汽缸的上部推动活塞使活塞杆向下运动,再经由铰链将流念头架和轴承拉下。
在两个下辊筒的中间对称位置上有上辊筒i,上辊筒能在垂直方向调节,使置于上下辊筒间的板料4得到不同的弯曲半径。支撑两下辊筒的轴承装于左右机架中,侧辊(下辊)的轴端伸出机架外,通过齿轮、减速器与电念头连接,两侧辊均由电念头驱动。
上辊的上下调节,是通过上辊压紧传动螺杆两真个蜗杆带动蜗轮来实现的,蜗轮的内孔是和螺母装固在一起,在螺母内有一升降的螺杆,上辊筒的轴承就是由螺杆支撑。
往期回顾:二辊卷板机同样又可分为对称式与分歧错误称式两种。
|